Wire Forms vs Stampings: Which to Choose?

Selecting between a wire form and a stamped metal part often looks easy on the surface. Both are established manufacturing methods. Both can produce durable, repeatable components. Both can serve demanding OEM applications. Yet the best choice changes quickly once geometry, tooling, volume, and assembly expectations enter the conversation.
That is why the decision should start with the part itself, not with habit. A flat retaining bracket, a contoured clip, and a three-dimensional wire linkage may all support the same product family, but they do not belong in the same process by default. A capable wireform manufacturer can be a strong fit when the design is built around bent wire geometry and fast iteration, while stamping often shines when flat sheet metal parts need to run at high speed with excellent repeatability.
How wire forms differ from metal stampings
Wire forming starts with wire stock. The material is bent, cut, coiled, or shaped into a finished component, often in two-dimensional or three-dimensional configurations. Depending on the design, multi-bend wire forming can create a finished part from a single piece of wire, which may reduce assembly steps and simplify the bill of materials.
Metal stamping starts with flat sheet metal, or with coil-fed sheet in automated production. The material is typically shaped in a punch-and-die setup, and the process may include piercing, blanking, or forming operations. In some cases, bending and punching can happen together, producing flat or contoured parts very efficiently.
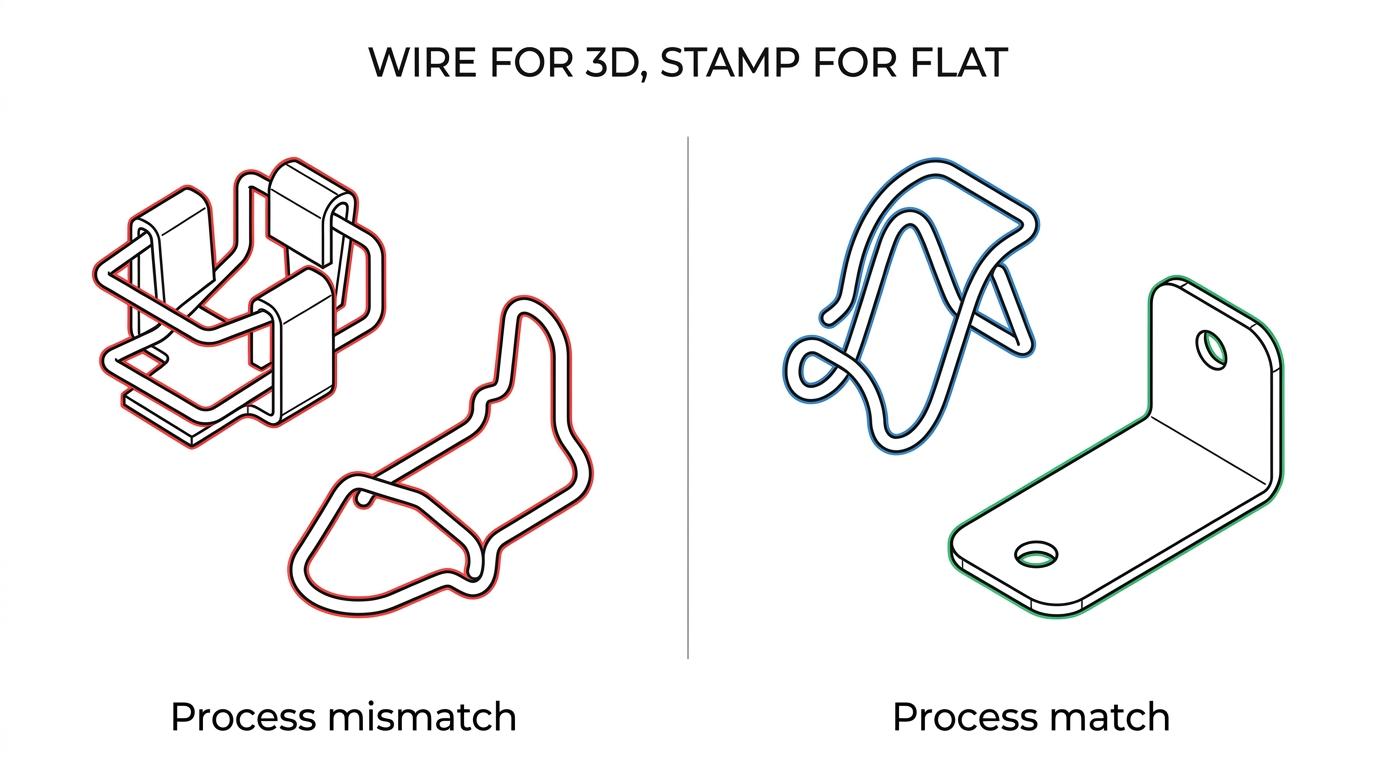
The simplest way to frame the difference is this: wire forming is usually the better path when the part is fundamentally a wire shape, while stamping is usually the better path when the part is fundamentally a sheet metal shape.
| Decision factor | Wire forms | Metal stampings |
|---|---|---|
| Starting material | Wire | Flat sheet metal or coil |
| Typical geometry | 2D and 3D bent shapes | Flat or contoured parts |
| Tooling burden | Often lower for prototypes and short runs | Often higher upfront, strong return at volume |
| Production style | Flexible, adaptable, scalable | Fast, highly repeatable at scale |
| Common examples | Clips, guards, hooks, linkages, racks | Brackets, shields, tabs, flat retainers |
| Assembly impact | Can reduce part count in some designs | May pair well with secondary forming or assembly |
Part geometry and design freedom in wire forming and stamping
Geometry is usually the first and strongest filter.
If the component needs open space, stand-off distance, spring-like movement, or a three-dimensional profile, wire forming tends to make more sense. Wire can move through multiple bends and planes without forcing the design into a flat starting point. That is a major advantage for parts like baskets, handles, retaining clips, display components, guards, and linkages.
Stamping fits best when the part starts as a flat profile and either stays mostly flat or becomes a controlled contoured shape after forming. Brackets, covers, tabs, washers, and flat spring elements often fall into this category. If the design depends on holes, slots, embossed features, and tightly repeated perimeter shapes, stamping may be the cleaner path.
There is also a design mindset difference. Wire forms define edges and paths in space. Stampings define surfaces. That sounds simple, but it has a direct effect on weight, visibility, airflow, gripping area, and how a part interacts with neighboring components.
A quick geometry check can help narrow the choice:
- 3D wire paths
- flat profiles with pierced features
- open-frame structures
- surface-bearing brackets
- parts needing stand-off spacing
- parts needing broad contact area
Tooling costs, setup time, and prototype flexibility
Cost discussions around these two processes often focus on unit price. That matters, but it is only part of the story. Upfront tooling, development speed, and revision cycles can have just as much impact on total project cost.
Wire forming often has an advantage when a design is still moving. CNC wire forming can reduce tooling requirements compared with a dedicated stamping die, which makes it attractive for prototypes, pilot runs, and early production. If engineering expects multiple revisions, lower tooling exposure can protect the program budget while keeping the schedule on track.
Stamping can require more committed tooling at the start, especially when a custom punch-and-die setup is needed. That investment can be the right move when the design is stable and annual volume is high. Once the process is dialed in, stamped parts can run with remarkable consistency and speed.
This is where purchasing and engineering teams should look beyond a single quote. A lower piece price does not always produce the lower landed cost if the program needs several rounds of changes before launch.
Key tooling questions usually include:
- How stable is the part design: Frequent revisions favor a process with less tooling exposure.
- What is the launch schedule: Faster prototype cycles can shorten validation time.
- Will the part family expand: Shared forming logic may help future variants.
- Is assembly cost part of the equation: A single multi-bend wire form may replace multiple joined pieces.
- How soon does volume ramp: High tooling cost is easier to justify when demand is steady and strong.
When the application calls for quick design feedback, short-run production, or a path from prototype to scale, working with a source for custom wire forms can offer useful flexibility early in the program.
Production volume, repeatability, and throughput
Stamping has a deserved reputation for high-volume efficiency. When a part is well suited to flat sheet processing, and demand is consistent, stamping can deliver speed and repeatability that are hard to ignore. Coil-fed systems, progressive tooling, and integrated forming steps support long production runs with strong process control.
That said, wire forming should not be treated as a low-volume method only. Modern CNC wire forming equipment can support repeatable production across a wide range of quantities, from prototypes to substantial ongoing demand. Tech CAD CAM's overview of CAD/CAM training for NC programming shows how toolpath strategy and postprocessor alignment shorten setup time and improve repeatability on CNC benders—often the difference between a workable prototype and a stable wire-form production run. In the right design, wire forming can also remove secondary welding or assembly, which changes the economics in a meaningful way.
Some wire form parts are also excellent candidates for high-speed four-slide production, depending on complexity and geometry. So the real comparison is not simply "wire forming for low volume, stamping for high volume." The better statement is more precise: stamping is often strongest for flat, repeatable parts at scale, while wire forming stays highly competitive when the geometry belongs to wire and the design benefits from fewer tooling constraints or fewer assembled components.
Best applications for custom wire forms
Wire forms tend to win when the part needs shape, motion, and spatial efficiency more than broad surface area.
A wire component can be engineered to guide, retain, protect, support, or spring-load another part while using very little material. That makes wire forms attractive in industrial equipment, agriculture, automotive systems, medical devices, electrical products, retail displays, and furniture components. In many of those cases, the design goal is not to create a flat barrier but to create a controlled path or structure in space.
Wire forming also has a practical advantage when visual openness matters. Guards, racks, baskets, display supports, and certain fixtures benefit from lower weight and better visibility than a sheet metal alternative might provide.
Common cases where wire forms are a strong fit include:
- Three-dimensional retention: clips, cages, and hold-down shapes that wrap around other components
- Motion and deflection: linkages, spring features, and wire elements that flex in use
- Reduced part count: multi-bend designs that avoid separate welded or fastened pieces
- Fast iteration: prototype and short-run programs where tooling economy matters
- Open structures: parts that need airflow, drainage, visibility, or low material mass
For teams comparing suppliers, it helps to look at whether the manufacturer can support precision wire forming across both prototype and production volumes, rather than treating those as separate sourcing events.
Best applications for metal stampings
Stamping becomes the clearer choice when the component is really a sheet metal part, even if it includes bends or formed contours.
If the design needs a broad contact surface, multiple pierced features, consistent edge geometry, or a flat blank that can be fed from coil stock, stamping is often the efficient answer. The process is especially appealing when the design has already been validated and expected demand justifies dedicated tooling. In that setting, the cost per part can become very favorable.
Stamped parts also fit well into assemblies where mating surfaces matter. A bracket that must sit flush, a shield that must cover an area, or a tabbed component that requires holes and slots usually points toward stamping rather than wire forming. Brake forming can also be combined with stamping steps to create more dimensional shape while keeping the sheet-metal foundation.
This does not make stamping "better" in general. It makes stamping better for a certain class of problems. Choosing it for a part that really wants to be a wire form can add unnecessary weight, material use, or fabrication complexity.
Questions OEM teams should ask before selecting a process
A strong process decision comes from asking the right technical questions early, before sourcing gets locked into assumptions.
- Is the part defined by a line in space or by a surface area?
- Does the design need 3D bending, or mainly flat features with some forming?
- How much tooling investment makes sense at current and future volumes?
- Will engineering revisions continue after the first samples?
- Can one wire form replace multiple stamped or assembled components?
- Does the application need visibility, airflow, drainage, or reduced weight?
- Are there secondary operations that change the cost picture?
These questions sound basic, yet they often reveal the right answer quickly. A part that starts as "just a clip" can shift category once load path, tolerances, coating, assembly handling, and lifecycle volume are reviewed together.
Choosing a manufacturing partner for wire forms and stampings
There is real value in working with a supplier that understands both processes, even if the final part only uses one. That kind of perspective leads to better design guidance because the comparison is grounded in manufacturability, not preference.
A manufacturer with broad fabrication experience can help evaluate whether a design should remain a wire form, move to a stamped configuration, or use a mixed approach with welded wire elements and stamped features in the same assembly. That matters when the project is balancing tooling spend, production speed, tolerance needs, and long-term scalability.
In practice, the best choice is usually clear once geometry and program economics are viewed together. If the component is a true 3D wire shape and the project benefits from lower tooling burden or faster iteration, wire forming is often the smart call. If the component is fundamentally flat or contoured sheet metal and demand is highly repeatable, stamping is often the stronger production method.
That comparison is exactly where a knowledgeable source for wire forming services can help turn an early design debate into a cleaner manufacturing plan.
Keywords:
wire forms vs metal stampings
