7 Multi-Axis CNC Advantages

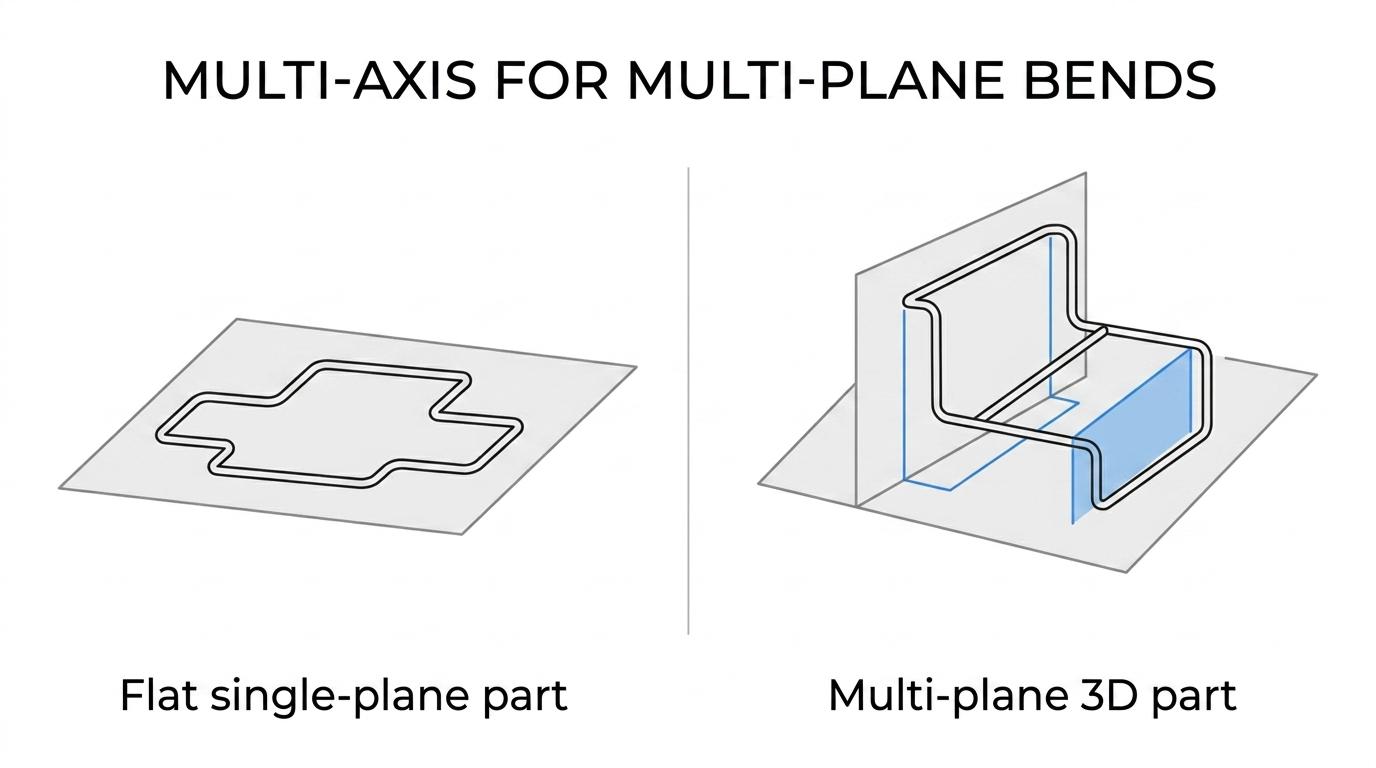
Multi-axis CNC wire forming is usually the right choice when a wire part needs complex bends, tight tolerances, and repeatable output without the delay and cost of dedicated hard tooling. It matters most when a design moves beyond flat, single-plane geometry and starts to combine rotation, multi-bend sequencing, or assembly reduction.
TL;DR: Summary
- Multi-axis CNC wire forming is the best fit for complex 2D and 3D wire parts that need repeatability, tight tolerances, and faster changeovers than manual or hard-tooled methods.
- Its main advantages are multi-plane geometry, single-cycle forming, lower tooling burden, and the ability to turn prototypes into production parts without rebuilding the whole process.
- A good wireform manufacturer will control springback, bend sequence, wire feed, and inspection, because more machine axes alone do not guarantee accuracy.
- Multi-axis CNC is strongest when one formed wire can replace a welded or assembled design, cutting part count, distortion risk, and handling time.
- Public benchmarks from suppliers like STMC show multi-axis machines used for complex 3D forms in wire diameters from 0.010 to 0.120 inches, while exact capability still depends on part geometry, material, and tolerances.
If you are evaluating a wireform manufacturer for a new component, the real question is not how many axes a machine has. The real question is whether those axes help your specific part run faster, hold tolerance better, and remove unnecessary tooling or assembly steps.
What is multi-axis CNC wire forming, and when does it matter?
Yes. Multi-axis CNC wire forming from suppliers like STMC and Argo Products matters when a part needs 2D or 3D bends, controlled rotation, and repeatable dimensions across short runs or production volumes.
In practice, the machine feeds wire, rotates it, and bends it through a programmed sequence using several controlled axes. That lets a shop form parts that move across multiple planes instead of staying in one flat profile. Public examples from STMC describe 5-axis, 12-axis, and 24-axis CNC wire forming machines handling complex 3D forms and wire diameters from 0.010 inches to 0.120 inches.
"Argo Products Company uses advanced multi-axis wire forming equipment to produce highly accurate wireform components with exceptional repeatability and tight tolerances."
This process becomes especially useful when a design has several bends that would be awkward to make by hand, or when repeatability matters more than pure machine-hour cost. If a part is only a simple flat clip, multi-axis CNC may be more capability than you need. If the part includes rotations, offsets, and hard-to-hold spatial dimensions, it starts to make obvious sense.
Why does multi-axis control improve repeatability and tight tolerances?
Yes. Technique and Argo Products both frame multi-axis control as a repeatability tool because the machine manages feed length, rotation, and bend sequence with less operator variation.
The key is synchronized motion. When feed, rotation, and bend timing are digitally controlled, the process can repeat the same path over and over with far less drift than manual bending or frequent hand repositioning. Technique also notes that servo-driven multi-axis bending can create challenging multi-plane bends in a single automated cycle with minimal distortion and consistent quality.
A common misconception is that more axes automatically mean tighter tolerances. They do not. Material condition, wire straightness, springback, tooling wear, and sequence logic still decide whether the final part is stable. If the last bend influences the first bend through accumulated stress, then programming order matters just as much as machine count.
What are the 7 main advantages of multi-axis CNC wire forming?
Yes. The biggest advantages show up in complex geometry, repeatability, and faster iteration for OEM parts that are hard to produce consistently by manual methods.
- Complex geometry: Multi-axis motion creates multi-plane bends and 3D forms that are difficult or slow on simpler equipment.
- Repeatable dimensions: CNC programs reduce operator-to-operator variation on feed length, bend angle, and part orientation.
- Lower tooling burden: Many prototype and short-run parts can be formed without dedicated hard tooling.
- Faster prototyping: Program changes are usually faster than tool redesign, which helps early engineering cycles move quickly.
- Single-piece consolidation: A finished component can sometimes be formed from one wire instead of several welded or assembled pieces.
- Less distortion risk: Single-cycle forming can reduce handling and avoid some welding-related distortion.
- Scalability: The same programmed process can often support prototype quantities, bridge volumes, and larger production runs with fewer process changes.
Those advantages do not appear equally on every part. A flat hook may only gain marginal value. A medical retainer, appliance rack component, or automotive clip with several directional changes may gain nearly all seven.
How does multi-axis CNC wire forming cut tooling cost and accelerate prototypes?
Yes. STMC and Argo Products both connect multi-axis CNC wire forming with reduced tooling burden and faster prototype response.
Step 1 is converting the design into a bend sequence rather than a dedicated tool set. Step 2 is running samples from program logic, simple fixtures, and process adjustments instead of building full hard tooling up front. Step 3 is refining the program after inspection, which is usually faster than revising dies or mechanical setups. STMC publicly states that prototype CNC wire forming can often be produced within days and without tooling costs.
"Founded in 1932, Argo Products Company supports custom wire forms from rapid prototypes to high-volume production."
That does not mean every project has zero tooling expense. Tight inspection gauges, cut-off features, holding fixtures, or downstream welding may still add cost. The real benefit is that early revisions often happen in software and setup strategy, not in expensive permanent tooling.
How does multi-axis CNC wire forming compare with manual or single-plane bending?
Yes. Multi-axis CNC wire forming beats manual and single-plane methods when parts need rotation, spatial accuracy, and consistent output over time.
Manual bending still makes sense for simple service parts, low-risk prototypes, or very basic shapes. A basic CNC bender can also be enough for flat 2D profiles with few bends. Once the part requires bends that move in and out of plane, though, extra handling steps start to stack up. Every repositioning step adds time and another chance for dimensional drift.
"Argo Products Company applies ISO 9001 standards with lean, cellular, and 5S practices to precision wire forming."
The trade-off is straightforward. Multi-axis equipment may carry a higher shop rate, but it often lowers total cost per acceptable part by reducing setup burden, rework, and inspection surprises. Pro tip: compare total process cost, not just hourly machine cost.
How does multi-axis forming compare with stamped, welded, or assembled alternatives?
Yes. Multi-axis wire forming can replace some stamped or welded assemblies, but only when the function fits a wire-based geometry.
A single formed wire can cut part count, reduce welding, and simplify inventory. That is especially valuable when the current design exists only because older processes could not create the needed geometry in one piece. A multi-bend wire component may also reduce distortion risk because fewer joints are heated or handled after forming.
Still, wire forming is not automatically the best answer. If the part needs broad flat surfaces, pierced features, tabs, or load distribution across sheet area, stamping may be the better fit. If the product needs thick-section rigidity or fluid passage, tube bending may make more sense. If ends must be joined after forming, a hybrid approach with welded wire forms or secondary fabrication can be the practical middle ground.
How do engineers decide whether one wire form can replace a multi-part assembly?
Yes. OEM engineers usually answer this by checking function first, then geometry, then downstream manufacturing requirements.
Step 1 is mapping what the assembly actually does. Does it retain, support, guide, spring, or locate? Step 2 is asking whether one wire path can reproduce that function with valid bend radii, insertion paths, and load points. Step 3 is reviewing secondary needs like threading, flattening, cut ends, coatings, or weld points. A legacy assembly often reflects old tooling limits, not the best current design.
A common mistake is copying the old part count into the new quote package. If the existing design uses two clips and one bracket because a past supplier lacked multi-axis capacity, then a modern CNC wire form may remove those joints entirely.
How do you quote a multi-axis CNC wire form correctly the first time?
Yes. The best quotes come from a full print package, a usable model, and clear tolerance priorities.
Step 1 is sending a 3D model plus a 2D drawing that marks critical dimensions, datums, material grade, wire diameter, finish, and end conditions. Step 2 is defining annual volume, prototype quantity, packaging needs, and any quality requirements like first article inspection or PPAP. Step 3 is stating which dimensions truly matter in function. If every dimension is labeled critical, nothing is actually prioritized.
Another common issue is quoting from the overall envelope only. That can hide the real tolerance stack, especially on multi-plane parts. Shops that specialize in custom wire forms and precision wire forming will usually ask for bend-to-bend dimensions, orientation callouts, and any mating-component details before locking in a process.
What tolerances, materials, and part features affect feasibility most?
Yes. Material grade, wire diameter, bend radius, and part stability affect feasibility more than axis count alone.
Springback changes by material and temper. Stainless steel, music wire, spring steel, and low-carbon wire do not behave the same after bending. Small diameters with long unsupported legs can become harder to hold consistently, especially if the part must stay cosmetically straight after several directional bends. Tight radii can also limit what is realistic without marking or stressing the material.
Part features matter just as much. Threaded ends, flattened sections, cut length accuracy, secondary welding, plating, and heat treatment can all shift the process window. If plating comes after forming, then the finish may affect fit or gauge response. If the part is loaded in torsion, then residual stress and orientation control become more important than simple overall shape.
When is multi-axis CNC wire forming not the best option?
Yes. Flat stampings, very heavy sections, and parts with extensive sheet-metal features often fit other processes better than multi-axis wire forming.
This matters because engineers sometimes force a wire solution onto a non-wire problem. If the part requires large planar contact, deep extruded features, or heavy structural stiffness from thick stock, wire forming may become a workaround rather than the right process. The same is true when the part geometry can only be achieved by adding many secondary operations that erase the original cost advantage.
A useful rule is simple. If multi-axis CNC removes steps, it is a strong candidate. If it adds fixtures, handling, welds, and secondary forming just to imitate a stamped or machined part, a different manufacturing route may be cleaner.
How should you choose a wireform manufacturer for multi-axis CNC parts?
Yes. The best wireform manufacturer for multi-axis parts is the one whose equipment, quality system, and engineering process match your geometry and revision speed.
Start with capability fit, not marketing language. Ask whether the supplier regularly runs complex 2D and 3D parts, supports prototype-to-production scale, and can manage secondary operations if the part needs them. A national wireform manufacturer should also be able to explain how it handles springback, repeatability, and inspection on multi-plane parts instead of just listing machine types.
After that, check the details that affect real launches:
- Capability match: Can the supplier run your material, diameter range, bend complexity, and required volumes?
- Process control: Ask about ISO 9001, in-process checks, repeatability methods, and how critical dimensions are verified.
- Prototype path: Confirm how quickly programs can be adjusted between sample iterations and production release.
- Secondary operations: Review threading, flattening, welding, coatings, and packaging before award, not after.
- Commercial fit: Compare lead time, minimum quantities, delivery reliability, and engineering communication quality.
A strong supplier conversation sounds specific. It should cover bend sequence, tolerance strategy, part handling, and risk points on the print. That is usually the clearest sign that the shop knows how to turn multi-axis CNC capability into a stable production process.
Keywords:
multi axis CNC wire forming
