9 Common Wire Bending Methods

Wire bending covers more ground than most drawings suggest. The phrase can describe hand-formed prototypes, multi-axis CNC production, or bend families shared with tube and profile fabrication.
TL;DR: Summary
- The most common wire bending methods are manual wire bending, CNC wire bending, four-slide bending, spring wire forming, bend wire forming, rotary draw bending, compression bending, roll bending, and press or ram bending.
- Use CNC wire bending for repeatable 2D or 3D parts, four-slide for small stable high-volume parts, rotary draw for tight radii, compression for simpler larger-radius shapes, and roll bending for large arcs or rings.
- Material behavior matters as much as machine choice: stainless steel, music wire, and low-carbon wire spring back differently, so bend radius, temper, and wire diameter should be reviewed before tooling is set.
- A good wireform manufacturer will ask about tolerance, annual volume, secondary operations, and inspection method before recommending a process.
- If a part needs welding, threading, flattening, plating, or PPAP-style documentation, those requirements should be built into process selection during quoting.
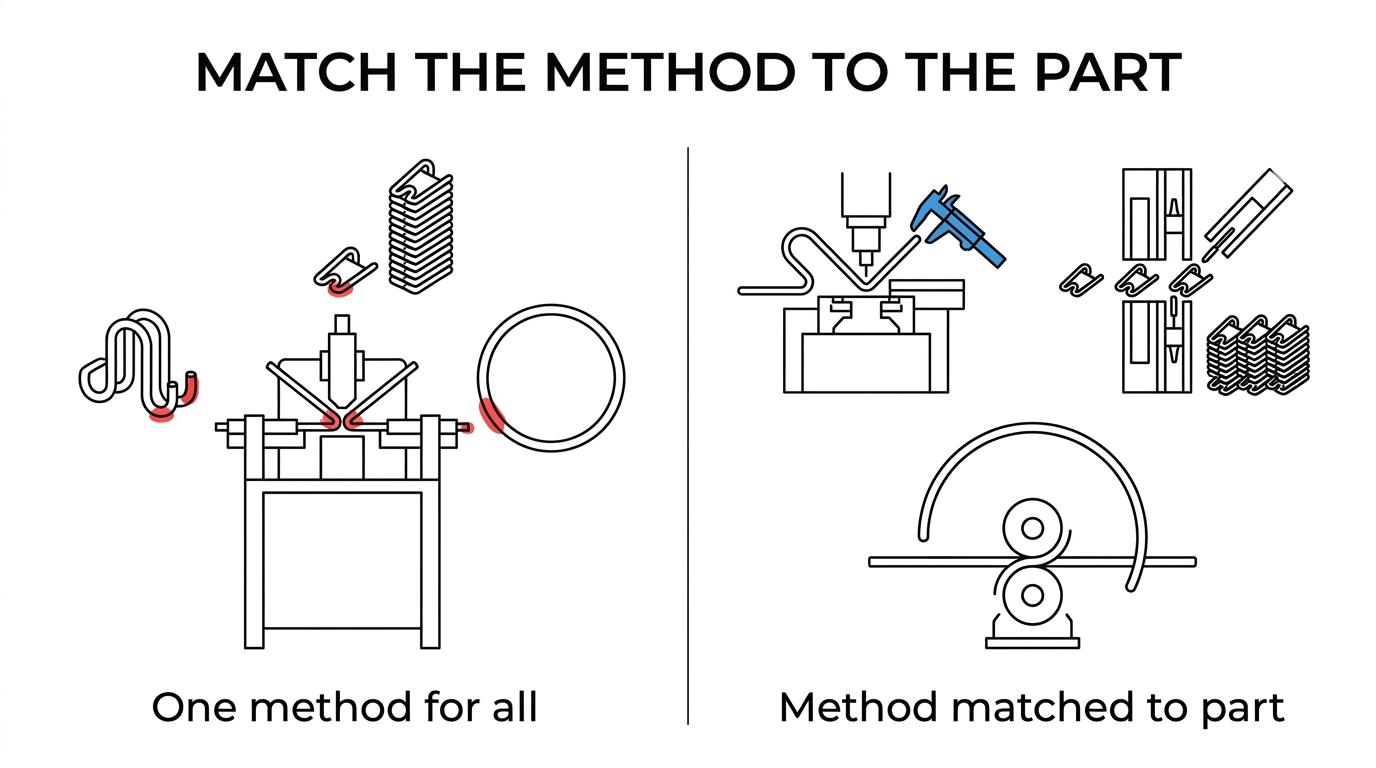
For buyers and engineers, the useful question is not “what bends wire?” but “which method matches radius, tolerance, volume, and downstream work?” That distinction matters because manual, CNC, and four-slide describe machine platforms, while rotary draw, compression, roll, and press bending describe how the shape is physically made.
What is wire bending?
Wire bending is a subset of wire forming, and KEYENCE treats it as the shaping stage after straightening. A wireform manufacturer turns straight stock into hooks, clips, guards, racks, and 3D components, then may add finishing, welding, or threading.
In practice, wire bending means plastically deforming wire into a planned geometry without cutting away material. That sounds simple, but the production reality depends on wire diameter, alloy, temper, surface finish, bend radius, and how many planes the part occupies. A flat display hook and a 3D retaining clip may both be “bent wire,” yet they demand very different tooling logic.
This is why buyers often compare suppliers by capability instead of by equipment name alone. When evaluating a wireform manufacturer, it helps to ask whether the shop handles tight-tolerance CNC parts, high-volume four-slide work, welded assemblies, and first-article validation under one quality system.
How does wire bending fit into the full wire forming process?
KEYENCE describes wire forming as four stages: drawing, straightening, forming, and finishing. That matters because the bend you see on a print is only one variable; feed condition, residual stress, and post-form work often decide whether the part actually holds tolerance.
Wire is typically drawn to size, then straightened before it reaches tooling. If straightness is inconsistent, every downstream bend becomes less predictable. After that comes the actual forming stage, which may be manual, CNC-driven, or done on a four-slide platform. Finishing can include deburring, coating, passivation, welding, flattening, or threading.
“Argo Products Company has built custom wire forming since 1932, from rapid prototypes to high-volume production.”
One practical rule is to treat wire bending as a process chain, not as a single hit of tooling. A common misconception is that changing the bend program alone will fix an out-of-spec part. If wire condition or springback is the real issue, the correction has to happen earlier in the chain.
After the upstream variables are controlled, the workflow usually follows these stages:
- Wire drawing: reduce stock to the target diameter
- Wire straightening: remove coil set before forming
- Wire forming: create the 2D or 3D geometry
- Finishing: apply coatings or add secondary features as needed
KEYENCE also separates bend wire forming from other approaches because it shapes wire after cut-to-length prep and may not require extra finishing for some parts. That can reduce handling steps when the geometry is straightforward and the cosmetic requirement is modest.
What are the 9 common wire bending methods?
The nine most common wire bending methods span both machine platforms and bend families, from CNC wire bending and four-slide work to rotary draw, compression, and roll bending. That split helps buyers compare geometry, speed, and cost without mixing unrelated terms.
A useful source-backed list looks like this:
- CNC wire bending from a wireform manufacturer: Best for repeatable 2D and 3D parts, multiple bends, and fast program changes.
- Manual wire bending: Best for fixtures, one-offs, repair work, and very low-volume prototypes.
- Four-slide bending: Best for small parts with stable geometry and high annual demand.
- Spring wire forming: Best when the part itself is a coil, torsion feature, or spring-like geometry.
- Bend wire forming: Best for cut-to-length parts that need little or no extra finishing.
- Rotary draw bending: Best for tight radii, compound bends, and high-accuracy geometry.
- Compression bending: Best for simpler shapes with larger radii and thicker sections.
- Roll bending: Best for large arcs, rings, and gradual curves.
- Press or ram bending: Best for basic bends where speed and simplicity matter more than tight tolerance.
These categories are not perfectly interchangeable. Some describe machine architecture, while others describe the bend family itself. That is normal in metal forming, but it is also why quotes can vary sharply between suppliers looking at the same print.
When should you use manual wire bending instead of CNC wire bending?
Manual wire bending fits prototypes and repair work, while CNC wire bending fits repeatable OEM parts. A shop making ten sample clips may prefer hand tools; a plant ordering 50,000 formed retainers usually needs programmable motion, controlled feeds, and documented inspection.
Manual bending works when speed to first sample matters more than cycle time, or when the part is simple enough that a skilled operator can produce it with jigs and go/no-go checks. It is also useful during early design changes, when nobody wants to commit to production tooling yet.
A common misconception is that manual bending is always cheaper. It is only cheaper when volume is low, tolerance is forgiving, and design revisions are still active. If the part has multiple bends, mirrored features, or tight dimensional relationships, labor cost and variation can rise quickly.
CNC bending becomes the better fit when repeatability, traceability, and change control matter. Programs that move from sample parts to production often benefit from custom wire forms built on multi-axis equipment, because the same digital setup can be refined instead of recreated by hand.
How do rotary draw bending and compression bending compare?
Rotary draw bending is best known through Unison for tight radii and compound geometry, while compression bending is usually better for simpler, larger-radius shapes. If the part has stacked bends, varying planes, or strict cosmetic requirements, rotary draw generally gives more control.
In rotary draw bending, the material is drawn around a form tool, which helps maintain a defined centerline radius. That makes it a strong choice for demanding shapes where angle accuracy and repeatability matter. Compression bending pushes the material around a stationary die, which is often simpler and faster for open bends with less aggressive geometry.
“Argo Products Company works to ISO 9001 standards and uses lean, cellular, and 5S practices for repeatable wire forming.”
The trade-off is straightforward. Rotary draw gives more control on difficult parts, but setup and tooling can be more involved. Compression bending can be efficient on simpler shapes, but it is not usually the first choice for very tight radii or parts with many geometric relationships. Many buyers miss this point and assume the smallest radius is always the right target. In reality, an overly tight radius can raise marking, distortion, and tool wear.
Roll bending and press or ram bending sit nearby in the same comparison family. Roll bending is favored for large radii and sweeping arcs. Press or ram bending is more basic and can be useful when the geometry is uncomplicated and tolerance expectations are modest.
How does a four-slide machine bend wire step by step?
Four-slide machines bend small wire parts by driving tooling from several directions in one cycle. KEYENCE identifies the four-slide machine as a distinct wire-forming option because it can produce high volumes of clips, fasteners, and retainers very efficiently.
The strength of four-slide production is speed with repeatability, especially when the part geometry is stable and the annual run size justifies dedicated tooling. This method shines on smaller formed components with repeated features, side actions, and tight takt-time targets.
“Argo Products Company uses multi-axis CNC equipment for 2D and 3D wire forming and robotically welded assemblies.”
The usual sequence works like this:
- Feed the wire to length.
- Cut or index the stock into position.
- Engage slides and forming tools from multiple directions.
- Eject the finished part for gaging or downstream operations.
A useful buying rule is this: if the part is small, stable, and needed in large numbers, four-slide may beat general CNC on per-part speed. If the design is still changing or the geometry is more variable, CNC usually holds the advantage because program edits are easier than new hard tooling.
How do you choose the right wire bending method step by step?
The right wire bending method is chosen by geometry, material, tolerance, and annual volume, not by habit. A medical clip in 302 stainless and a retail display hook in low-carbon steel may look similar on paper but require different tooling logic.
Most sourcing mistakes happen because one input is ignored at quoting time. The print may show angles and lengths, but it often leaves out how the part will be packaged, assembled, welded, plated, or measured. Those details change the process choice.
Use this selection framework before you commit:
- Start with geometry: count bends, radii, plane changes, loops, and handed features.
- Check material behavior: review diameter, grade, temper, finish, and expected springback.
- Match process to volume: use manual or CNC for low-volume changeable parts; use four-slide for stable high-volume parts.
- Add secondary operations early: include welding, flattening, threading, coating, and packaging in the first review.
- Set acceptance criteria: define tolerances, gaging method, FAI needs, PPAP expectations, and traceability.
If geometry is simple but volume is huge, then dedicated tooling may win. If geometry is complex and revisions are likely, then CNC is often safer. If a supplier can discuss these trade-offs clearly, its wire forming services are usually mature enough for OEM work.
Why do radius, springback, and material grade change the result?
Radius, springback, and material grade control whether a bend lands on target or drifts after release. Stainless steel, music wire, and low-carbon wire do not recover the same way, so identical tooling can produce different angles, leg lengths, and residual stress.
Springback is the elastic recovery that happens after the forming load is removed. Harder materials and spring tempers generally spring back more than softer or more ductile grades. That means the machine often has to overbend to reach the final target. The amount of overbend is not universal, which is why setup history matters.
Diameter-to-radius ratio also matters. As the bend gets tighter relative to wire size, the outside of the bend stretches more and the inside compresses more. If that ratio becomes too aggressive, you may see cracking, flattening, twist, or surface marking.
A common misconception is that one saved CNC program can run every alloy in the same diameter. It usually cannot. Even within stainless families, lot-to-lot variation can shift springback enough to require adjustment. Good process control depends on material certs, trial parts, and disciplined inspection, not guesswork.
When are welding, flattening, or threading added after wire bending?
Wire bending often becomes wire assembly when the part needs welded joints, flattened ends, or threads. A basket, bracket, or guard may start as a bent wire shape, then move into resistance welding, robotic welding, tapping, or threaded-end processing.
This is where early process planning saves both cost and scrap. If a part will be welded after bending, the bend sequence has to preserve access, fit-up, and heat control. If it will be flattened and threaded, the engineer has to decide whether those features happen before or after the main forming operation. The wrong order can distort the part or damage the finished surface.
“Argo Products Company supports rapid prototypes, short-run wireforming, and large-scale production with welded wire assemblies.”
Secondary operations also change how you inspect the part. A bent wire frame that locates another component may pass dimensional checks before welding and fail after weld pull or heat distortion. That is why many OEMs prefer one supplier that can form, weld, and inspect within the same workflow rather than split the job across unrelated shops.
What quality standards matter when selecting a wireform manufacturer?
ISO 9001, first-article inspection, and repeatable gaging matter more than generic “quality” claims when choosing a wireform manufacturer. Automotive, medical, and electrical buyers should ask how bends are measured, how springback is corrected, and how revision control is handled from prototype through production.
The strongest suppliers do more than quote a print. They ask where the critical-to-function dimensions live, what the mating parts are, whether cosmetic marking is acceptable, and how incoming material variation is managed. That is the difference between a shop that bends wire and a supplier that controls a process.
Look for a quality approach built around documented setup, calibrated gages, material traceability, and first-article approval. If your program needs PPAP-style records, capability studies, or lot-level traceability, ask for that before the first sample is built. Waiting until launch usually adds delay.
A dependable precision wire forming partner should also be comfortable discussing tolerance stack-up across bending, welding, and finishing. That matters because many wire parts fail in assembly, not in isolation. The supplier that understands the assembled function usually produces the better part.
Keywords:
wire bending
