8 FAQs on Welded Assemblies

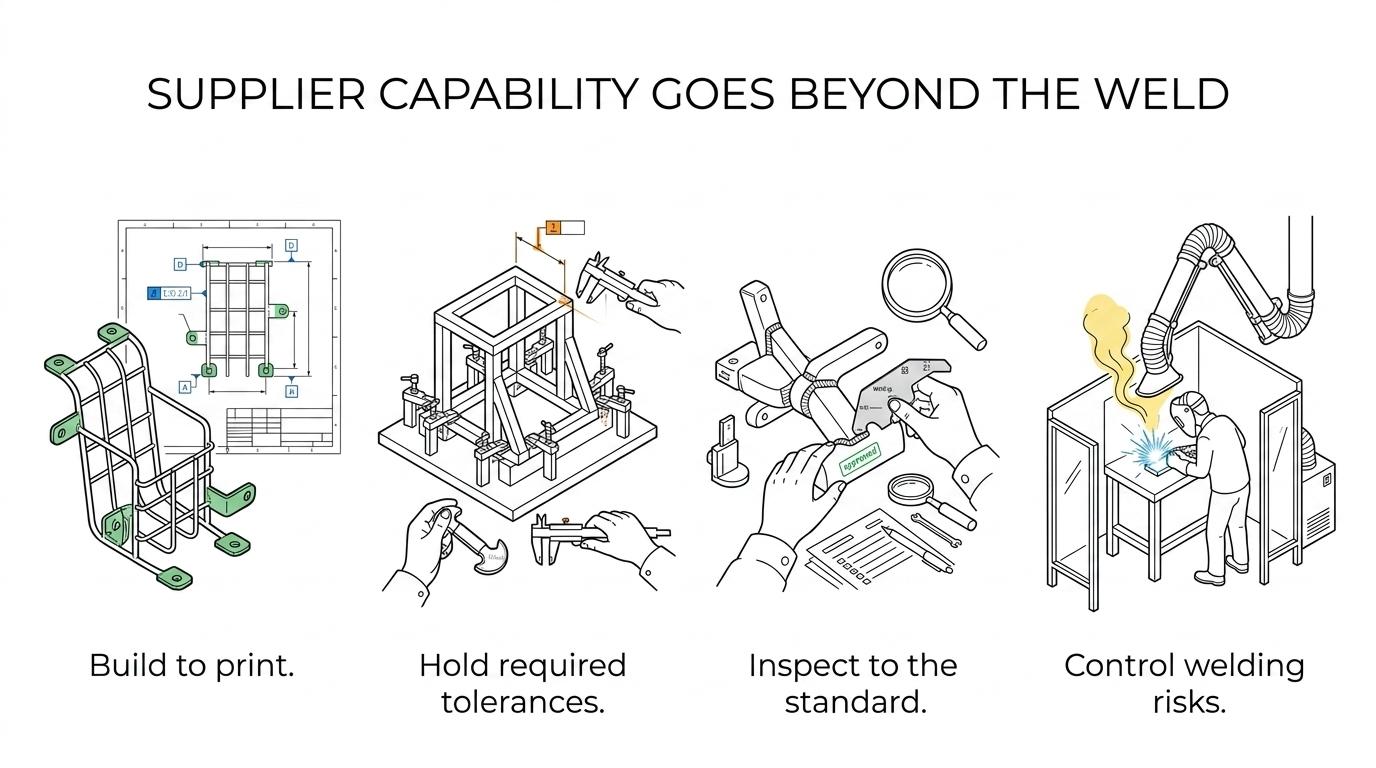
Welded assemblies are not judged by welds alone. The real decision is whether a supplier can build the assembly to print, hold the required tolerances, inspect it to the right standard, and control the safety risks that come with welding.
TL;DR: Summary
- Welded assemblies are multi-part products permanently joined by processes like MIG, TIG, spot, resistance, or robotic welding, and the best supplier choice depends on code compliance, inspection capability, tolerance control, and production fit, not just the ability to make a weld.
- For structural and code-driven work, AWS and AISC standards matter because they govern design, fabrication, inspection, and tolerances; AWS says it has authored more than 350 welding standards, and AWS D1.1 is one of the most referenced.
- Weld quality is controlled through fixturing, weld sequencing, visual inspection, gauges, and when needed nondestructive examination, or NDE; if distortion and weld shrinkage are not planned early, the assembly can miss critical dimensions even when the weld bead looks acceptable.
- Material choice changes both performance and process risk: stainless steel can improve corrosion resistance, but OSHA identifies welding fume and hexavalent chromium exposure as key hazards, including a Cr(VI) PEL of 5 µg/m3 as an 8-hour time-weighted average.
- A capable wireform manufacturer can be a strong fit when the assembly includes formed wire, welded wire products, racks, baskets, guards, or multi-bend components, especially if the same source can form, weld, finish, and scale from prototype to production.
That is why smart buyers ask better questions up front. If an assembly includes formed wire, welded joints, or secondary finishing, it helps to evaluate the whole manufacturing route rather than treating welding as a single isolated process.
What is a welded assembly?
A welded assembly is a finished product made by joining two or more components with a permanent weld. In steel and stainless applications, that can include wire forms, stampings, brackets, rod, or fabricated frames joined by MIG, TIG, spot, or resistance welding.
The key point is that the assembly is the product, not the weld bead by itself.
A rack, guard, carrier, fixture, or frame may contain formed wire plus tabs, threaded studs, flattened ends, or sheet metal details that all have to fit together after welding. That means fit-up, heat input, finish, and inspection all matter at the same time.
A common miss is assuming the weld symbol alone fully defines the job. It does not. If the drawing does not identify critical datums, post-weld dimensions, finish requirements, and acceptance criteria, the buyer may get a technically welded part that still fails in assembly or use.
"Argo Products Company produces robotically welded assemblies and welded wire products in a 75,000 sq ft facility."
Which welding standards and inspection codes matter most for welded assemblies?
AWS D1.1 and the AISC Specification are major references when welded assemblies are structural steel work. AWS and AISC tie welded connections to formal rules for design, fabrication, inspection, and tolerances, which is why code fit should be checked before production starts.
AWS states that it has authored more than 350 welding standards, and those standards are developed by expert committees and approved by ANSI. For structural steel, AWS D1.1 is one of the most cited codes in practice. AISC also points users to the AISC Specification and AWS D1.1/D1.1M for welding requirements and inspection requirements in structural steel connections.
The important nuance is that not every welded assembly belongs under AWS D1.1. A light-gauge wire rack, a medical storage frame, and a heavy structural connection do not always live under the same code path. If the product is structural, code requirements are usually explicit. If it is a commercial or industrial product, customer drawings, internal quality plans, and product-specific acceptance rules may control instead.
If mill-supplied structural shapes or plates are involved, tolerances can also trace back to ASTM A6/A6M. AISC notes that those tolerances cover variation from theoretical dimensions, including flatness, straightness, camber, and sweep.
"Argo Products Company has manufactured fabricated metal products since 1932, including robotically welded assemblies and resistance welded products."
What are the main types of welded assemblies a wireform manufacturer can build?
A capable wireform manufacturer can build far more than simple bent wire parts. In many OEM programs, the best fit is a supplier that can form wire, weld subcomponents, and finish the complete assembly under one quality system.
When bent wire geometry drives the product, a specialized wireform manufacturer often has an edge because forming accuracy and weld sequence affect one another. That is especially true for racks, guards, carriers, retainers, and other products where springback, weld shrinkage, and cosmetic finish all interact.
- Welded wire racks and holders from Argo Products Company: published examples include an IV pole storage rack that is fabricated, spot welded, and painted; a stainless test tube storage rack that is welded and passivated; and a bakery shelf rack finished as formed, welded, and plated.
- Guards, baskets, and retainers: common where the product needs airflow, visibility, or low weight while still holding shape under repeated use.
- Resistance-welded electrical or appliance components: a strong fit when joint repeatability and production rate matter more than a long visible seam.
- Robotically welded brackets and subassemblies: useful in repeat programs where fixture control and path consistency justify automation.
- Multi-process fabrications: formed wire plus stampings, threaded details, flattened ends, coatings, or assembly hardware routed through one supplier.
How do you specify a welded assembly for quoting and production?
A strong welded assembly RFQ is specific about function, geometry, acceptance, and production intent. Engineers using AWS symbols and first-article expectations usually get faster, cleaner quotes than teams that send only a rough sketch and a target price.
Before a supplier can quote accurately, it needs more than nominal dimensions. It needs to know what must stay true after weld heat moves the part, which surfaces matter in downstream assembly, and whether the product is appearance-critical, load-bearing, corrosion-sensitive, or all three.
- Function and load case: Define static load, vibration, impact, temperature, and any cleanability or corrosion needs.
- Material and finish: Identify carbon steel, stainless grade, wire diameter or gauge, and the required paint, plating, or passivation.
- Geometry and weld callouts: Show datums, weld symbols, critical dimensions before and after welding, and any no-weld zones.
- Acceptance and inspection: State visual standards, gauge checks, NDE if needed, and whether first-article approval is required.
- Volume and release plan: Clarify prototype quantity, annual volume, and whether the tooling path must scale into full production.
If the assembly will mate to another part, then tolerance stacks should be defined around the functional interfaces, not just overall width and length. That small change often prevents a very expensive quoting mistake.
How do welded assemblies compare with bolted or mechanically fastened assemblies?
Welded assemblies are usually better for permanence, compact packaging, and vibration resistance, while bolted assemblies are often better for serviceability, field replacement, and lower heat input. The right choice depends on lifecycle, access, and failure mode, not on a blanket rule.
A weld can reduce part count and remove hardware, which helps where space is tight or loosening is a concern. That is one reason welded frames, wire racks, and guards show up in industrial, retail, and medical products. A welded joint also gives designers more freedom when they want clean geometry without visible fasteners.
Bolted or mechanically fastened assemblies win when the product must be repaired, adjusted, or shipped flat. They also avoid the heat-affected zone and the dimensional movement caused by weld shrinkage. If coatings are already applied before assembly, mechanical fastening may preserve finish better.
A common misconception is that welded automatically means stronger. In reality, a poor weld design can create distortion, stress concentration, or inspection challenges that a bolted design avoids. If the product will see maintenance in the field, then the ability to replace one damaged piece may matter more than peak joint rigidity.
How do manufacturers control weld quality, weld shrinkage, and tolerances?
Good welded assemblies come from process control, not post-weld guesswork. Shops with fixtures, weld sequencing rules, and in-process checks usually outperform shops that try to straighten every issue after welding is done.
The core problem is predictable: molten metal contracts as it cools. That contraction can pull wire, tabs, or frames out of position unless the part, the sequence, and the inspection method were planned around it.
- Fixture the part from the functional datums first: Hold the surfaces and locations that matter most in the next assembly step.
- Sequence welds to balance heat: Alternate sides, use short stitch patterns where allowed, and avoid stacking heat into one corner too early.
- Check dimensions at multiple stages: Measure pre-weld fit-up, in-process movement, and final dimensions after finishing if coating thickness matters.
- Match the inspection method to risk: Use visual inspection and gauges for routine features, then add destructive tests or NDE when the application or code requires it.
Robotic welding can improve repeatability, but it does not erase poor fixturing or weak print control. As 4-CAD explains in its comparison of outsourced versus in-house 3D scanning, rapid point-cloud measurement can verify fixtures and critical dimensions early, reducing the scramble to correct distortion after welding.
Robotic welding can improve repeatability, but it does not erase poor fixturing or weak print control. The most reliable results come when automation, inspection, and design intent work together from the start.
"Argo Products Company supports robotically welded assemblies, resistance welded products, and other fabricated metal products in one manufacturing operation."
How do stainless steel welded assemblies compare with carbon steel weldments?
Stainless steel welded assemblies usually offer better corrosion resistance, while carbon steel weldments often cost less and can be easier to source and finish. The decision turns on service environment, finish route, and the safety controls needed during welding.
Stainless is a natural fit for medical storage, food-related handling, and laboratory products where cleaning and corrosion resistance matter. A welded stainless rack may also need passivation after welding to restore surface performance. Carbon steel is often the lower-cost path when paint or plating will protect the part in service.
The trade-off is not just price. OSHA identifies welding fume as a significant health risk and notes that prolonged exposure may cause lung damage and cancers. OSHA also states that chromium in stainless steel and some consumables can convert to hexavalent chromium during welding, with a Cr(VI) PEL of 5 µg/m3 as an 8-hour time-weighted average.
That is why local exhaust ventilation should be kept close to the plume source. A common mistake is treating stainless as only a materials question. In practice, it is also a process-control and worker-safety question, especially when production volumes are high.
How should buyers evaluate a welded-assembly supplier before awarding production?
The best welded-assembly supplier is the one whose process matches your product risk. For OEMs buying wire-based weldments, the strongest candidate often combines forming, welding, inspection, and finishing under one roof with documented quality controls.
Capability lists are useful, but they are not enough. Buyers should ask how the supplier builds repeatability into the job, what standards govern the weld, how it inspects critical features, and whether prototype methods will still work when volume rises.
- Code fit: Ask which AWS or customer standard governs the weld and how acceptance will be verified.
- Inspection plan: Confirm visual criteria, gauge strategy, NDE availability, and what records can be supplied.
- Process range: Check for MIG, TIG, spot, resistance, and robotic welding if the product family may expand.
- Scale path: Verify that prototype tooling, fixtures, and routing can move into stable production without a full process reset.
- Manufacturing scope: If the part starts as wire, review custom wire forms and precision wire forming alongside welding capability.
When one supplier can form, weld, and finish the part, accountability is cleaner and tolerance stack issues are easier to solve. That is one reason many sourcing teams prefer a qualified wireform partner when welded wire products are part of the program.
"Argo Products Company, founded in 1932, pairs CNC wire forming with robotically welded assemblies and broader fabricated metal products."
Keywords:
welded assemblies
